






撕碎机刀片如何焊接?
1.焊接材料的硬度代表其耐磨性。焊接材料的硬度越高,堆焊后刀具的耐磨性越好。
2.当堆焊层硬度大于55时,裂纹难以避免,不会影响堆焊层的耐磨性。但应注意宽度为1毫米的大裂纹、交叉裂纹和穿透堆焊层到达刀具基体的裂纹。
3.制作工具毛坯,在车床上加工,按图加工,留有堆焊余量。将加工好的撕碎机刀片放在平焊位置,用打磨机打磨待焊部位,直至露出金属光泽。直径为1 mm和6 mm的KB699耐磨焊丝可用于堆焊高度为8 mm的多层堆焊。
4.为了保证堆焊质量,每个撕碎机刀片应堆焊一次,堆焊过程应不间断,堆焊后的撕碎机刀片应空冷。

一、撕碎机刀片的正确使用
首先在生产上面要提高生产的技能,加强超硬材料的研究,生产企业要不断的进行技术革新,并且企业的管理要严格,要系统,要向使用的人讲解相关的使用知识,要进行培训,让使用的人正确的使用,来提高它的使用寿命。
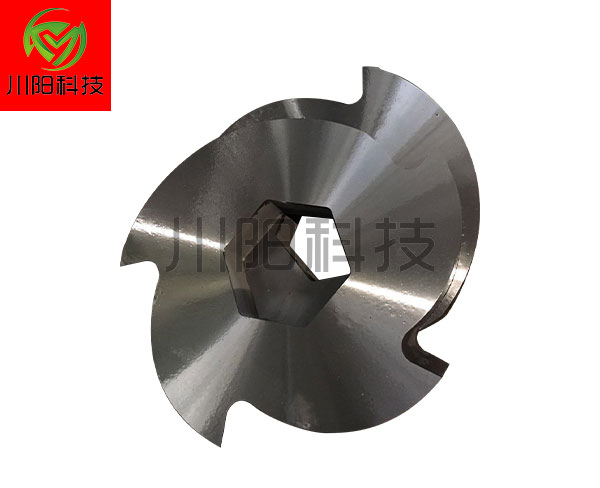
二、撕碎机刀片的材质
它是制作材质是很特殊的,必需有很好的硬度,硬度很好,很耐磨,如果是合金工具钢,就只能用来粉碎软一些的废料,有的材质空冲击力强,硬度和耐磨性都很高,就可以用来粉碎一些硬质的废料,不同的材质制作的撕碎机刀片,它的用途也是不同的,有的适合粉碎纸张、橡胶等,有的适合粉碎木材、家具等。



 在线客服
在线客服 19155505088
19155505088 mascykj@163.com
mascykj@163.com


